冲压是高效的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。
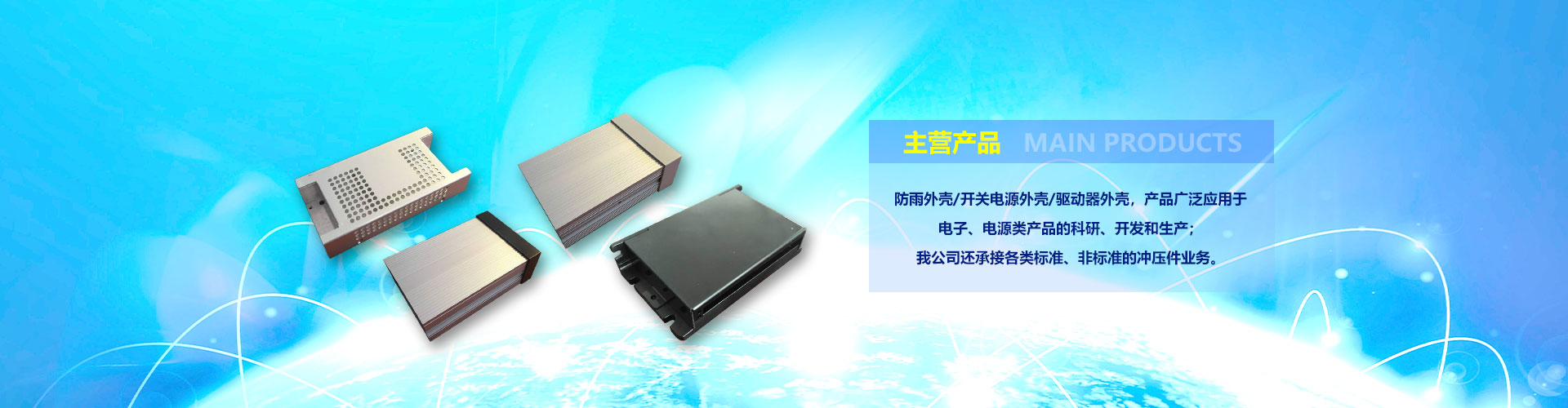
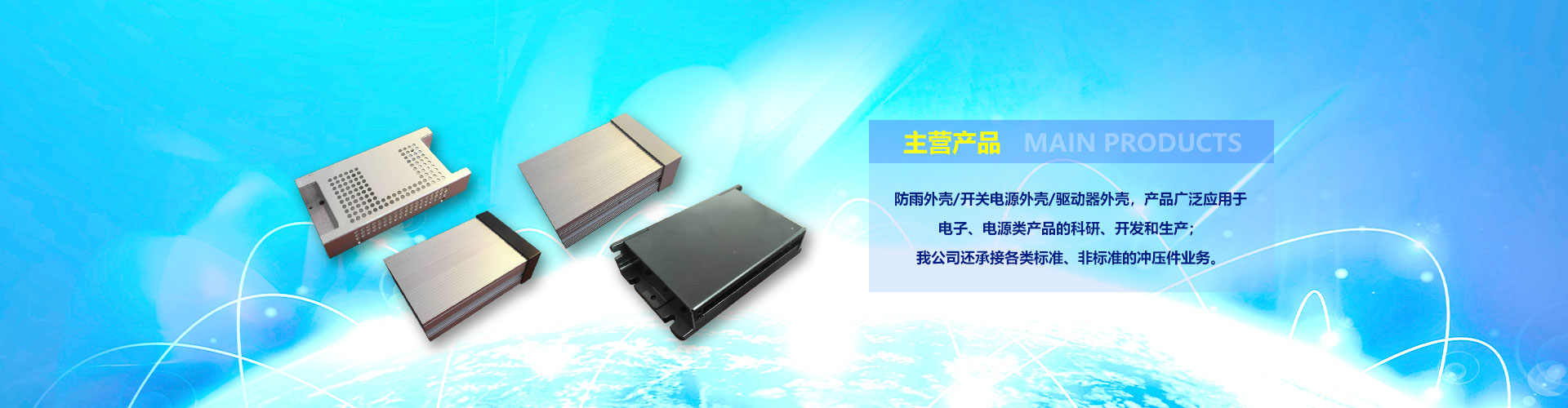
冲压主要是按工艺分类,可分为分离工序和成形工序两大类。分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。成形工序的目的是使板料在不破坯的条件下发生塑性变形,制成所需形状和尺寸的工件。在实际生产中,常常是多种工序综合应用于一个工件。冲裁、弯曲、剪切、拉深、胀形、旋压、矫正是几种主要的冲压工艺。冲压用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度精确、均匀;表面光洁,无斑、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低。
虽然国内冲压模具商对冲压件大有憧憬,但国内冲压件发展所出现的失衡现象亦值得注视。虽然中国的产量惊人,但这其中不少也出自国外知名品牌的资金投入和大规模生产。与此同时,冲压件作为掌握行业命脉的重要环节,其发展的进度却出现地区性的失衡。比如,华南的广东地区这些传统意义上的重镇,起步却比华东的上海、华北的长春要迟,特别是对于拥有最高附加值,主要用于制造覆盖件的冲压模具,华南当下的市场发展近乎空白。 中国的冲压件产业发展仍与先进制造国家有着相当的差距。欧美国家冲压件在整个冲压件产业中的份额占据了几近半壁江山,而相比之下,国内仅有约1/3的冲压件产品供向制造业,这一点值得深思。